Mọi thắc mắc và phản hồi của khách hàng, chúng tôi sẽ giải đáp một cách kiên nhẫn và tỉ mỉ.
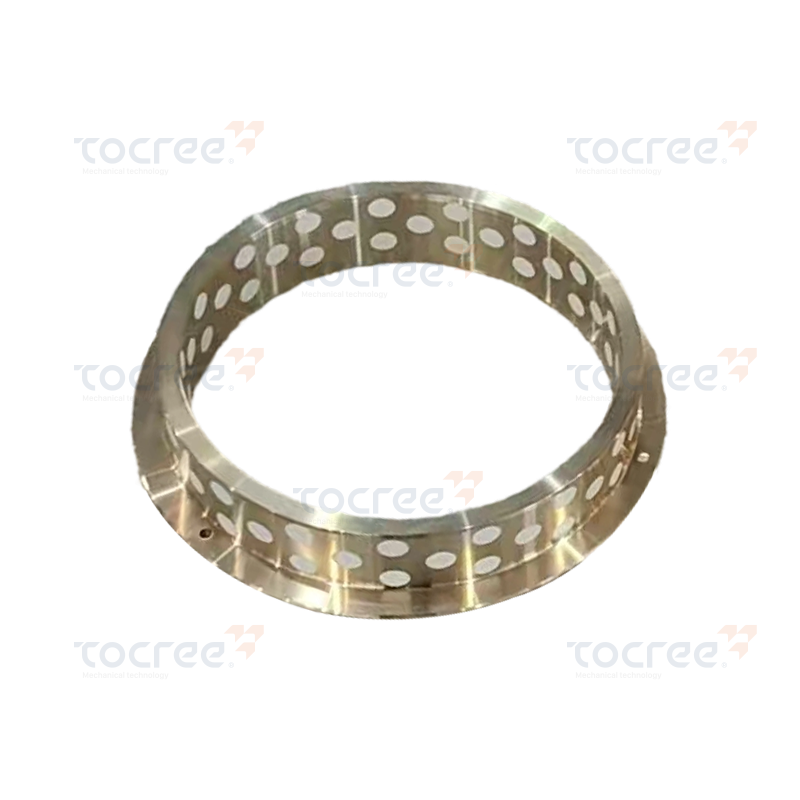
Ống bọc mặt bích đơn bằng đồng hiệu suất cao này được thiết kế đặc biệt cho vòng bi công nghiệp l...
Khi mọi người nói về bộ phận cơ khí thép hợp kim nhôm , chúng thường đề cập đến các bộ phận được gia công chính xác được làm từ hợp kim nhôm, thép hợp kim hoặc kết hợp cả hai trong cùng một tổ hợp. Những bộ phận này là xương sống của các hệ thống cơ khí hiện đại - được tìm thấy trong mọi thứ, từ hệ thống truyền động ô tô và khung hàng không vũ trụ đến máy móc công nghiệp, robot và điện tử tiêu dùng. Thuật ngữ này bao gồm một nhóm lớn các bộ phận bao gồm giá đỡ, vỏ, trục, bánh răng, mặt bích, ốc vít và khung kết cấu, tất cả đều được sản xuất từ hợp kim kim loại được thiết kế được lựa chọn cho các đặc tính cơ học cụ thể của chúng.
Hợp kim nhôm là vật liệu kim loại trong đó nhôm là nguyên tố chính, kết hợp với đồng, magie, silicon, kẽm hoặc mangan để tăng cường độ bền, độ cứng hoặc khả năng chống ăn mòn. Mặt khác, thép hợp kim là vật liệu gốc sắt với việc bổ sung có chủ ý crom, niken, molypden hoặc vanadi để cải thiện độ dẻo dai, chống mài mòn hoặc độ cứng ngoài những gì thép carbon có thể mang lại. Hiểu được vật liệu nào thuộc về bộ phận nào của tổ hợp cơ khí là điểm khởi đầu cho bất kỳ quyết định mua sắm hoặc kỹ thuật thành công nào.
Lựa chọn giữa hợp kim nhôm và thép hợp kim cho một bộ phận cơ khí không chỉ đơn giản là chọn vật liệu bền hơn. Nó đòi hỏi phải cân bằng trọng lượng, sức mạnh, khả năng gia công, chi phí và các nhu cầu cụ thể của môi trường vận hành. Hai họ vật chất này khác nhau đáng kể ở mỗi chiều kích này.
| Tài sản | Hợp kim nhôm | Thép hợp kim |
| Mật độ | ~2,7 g/cm³ (nhẹ) | ~7,8 g/cm³ (nặng) |
| Độ bền kéo | 200–700 MPa | 500–1900 MPa |
| Chống ăn mòn | Tuyệt vời (lớp oxit tự nhiên) | Trung bình (yêu cầu lớp phủ) |
| Khả năng gia công | Tốc độ cắt rất nhanh, dễ dàng | Trung bình đến khó |
| Độ dẫn nhiệt | Cao (~160 W/m·K) | Thấp (~30–50 W/m·K) |
| Chống mài mòn | Thấp hơn (có thể được cải thiện bằng cách anodizing) | Cao (đặc biệt là lớp cứng) |
| Chi phí tương đối | Chi phí nguyên liệu cao hơn | Nói chung thấp hơn mỗi kg |
Trong thực tế, các bộ phận bằng hợp kim nhôm chiếm ưu thế ở những nơi ưu tiên tiết kiệm trọng lượng - cấu trúc hàng không vũ trụ, bộ phận treo ô tô, khung xe đạp và vỏ thiết bị cầm tay. Các bộ phận bằng thép hợp kim đảm nhận những vị trí không thể thay đổi ở những nơi không thể thương lượng khả năng chịu tải cao, độ bền mỏi hoặc độ cứng bề mặt - hộp số, trục khuỷu, ốc vít hạng nặng và dụng cụ cắt là những ví dụ điển hình.
Không phải tất cả các hợp kim nhôm và thép hợp kim đều được tạo ra như nhau. Trong mỗi dòng, các cấp độ cụ thể được xây dựng cho các vai trò cơ khí cụ thể và việc chỉ định sai cấp độ là một trong những lỗi phổ biến và tốn kém nhất trong việc mua sắm các bộ phận.
Đặc tính gia công của hợp kim nhôm và thép hợp kim về cơ bản là khác nhau và việc hiểu được khoảng cách này giúp cả kỹ sư thiết kế các bộ phận và người mua đánh giá báo giá. Chi phí gia công, thời gian thực hiện và dung sai có thể đạt được đều phụ thuộc rất nhiều vào vật liệu được đề cập.
Nhôm là một trong những kim loại dễ gia công nhất hiện có. Phay CNC và tiện hợp kim nhôm có thể chạy ở tốc độ cắt nhanh hơn thép từ 3 đến 5 lần, giảm đáng kể thời gian chu kỳ và độ mòn dụng cụ. Dụng cụ cacbua hoặc thép tốc độ cao (HSS) đều hoạt động tốt. Những thách thức chính khi gia công nhôm là cạnh tích hợp (BUE) — nơi nhôm mềm dính vào dụng cụ cắt — và xu hướng vật liệu tạo ra các phoi dài, dạng sợi có thể quấn vào máy. Dụng cụ có góc trước cao, me được đánh bóng và dòng nước làm mát thích hợp là các giải pháp tiêu chuẩn. Dung sai chặt chẽ xuống tới ± 0,01 mm có thể đạt được thường xuyên trên thiết bị CNC được bảo trì tốt.
Thép hợp kim khó gia công hơn đáng kể, đặc biệt trong điều kiện xử lý nhiệt hoặc cứng. Tốc độ cắt phải giảm xuống, dụng cụ cacbua về cơ bản là bắt buộc đối với khối lượng sản xuất và tuổi thọ dụng cụ ngắn hơn đáng kể so với nhôm. Các loại thép cứng hơn như thép công cụ D2 thường yêu cầu mài hoặc EDM (gia công phóng điện) hơn là cắt thông thường. Ưu điểm là thép hợp kim có dung sai chặt chẽ hơn dưới lực cắt dễ dự đoán hơn so với nhôm và các bề mặt hoàn thiện ít bị ba via trên các cạnh sắc. Đối với các bộ phận thép có khối lượng lớn, việc tối ưu hóa các thông số cắt, hình dạng dụng cụ và chiến lược làm mát là điều cần thiết để kiểm soát chi phí trên mỗi bộ phận.

Hợp kim nhôm và các bộ phận bằng thép được gia công thô hiếm khi được sử dụng mà không có một số hình thức xử lý bề mặt. Việc xử lý phù hợp có thể kéo dài đáng kể tuổi thọ sử dụng, cải thiện khả năng chống ăn mòn, giảm ma sát và cải thiện hình thức bên ngoài — tất cả đều không làm thay đổi hình dạng lõi của bộ phận.
Ngay cả các bộ phận cơ khí bằng hợp kim nhôm và thép hợp kim được sản xuất tốt nhất và được chỉ định tốt nhất cuối cùng cũng sẽ bị mòn, ăn mòn hoặc mỏi nếu không được bảo trì đúng cách. Phương pháp bảo trì có cấu trúc giúp kéo dài thời gian sử dụng, giảm thời gian ngừng hoạt động ngoài dự kiến và đưa ra cảnh báo sớm về lỗi sắp xảy ra.
Thường xuyên kiểm tra các bộ phận chịu tải và tiếp xúc với mài mòn để phát hiện các dấu hiệu xuống cấp rõ ràng: bề mặt rỗ hoặc cặn bột trắng trên các bộ phận bằng nhôm cho thấy sự ăn mòn; vệt rỉ sét hoặc bong tróc trên các bộ phận thép báo hiệu sự cố lớp phủ. Việc kiểm tra kích thước trên các tính năng quan trọng - đường kính trục, kích thước lỗ khoan, độ dài tiếp xúc ren - phải được thực hiện theo các khoảng thời gian đã định bằng cách sử dụng đồng hồ đo đã hiệu chuẩn. Bất kỳ phép đo nào nằm ngoài dung sai thiết kế ban đầu đều là căn cứ để thay thế chứ không chỉ là quan sát.
Các bộ phận bằng thép hợp kim trượt và quay cần được bôi trơn liên tục để giảm thiểu sự mài mòn do dính và mài mòn. Loại chất bôi trơn chính xác (mỡ, dầu hoặc màng khô) và khoảng thời gian bôi trơn lại phải tuân theo thông số kỹ thuật của OEM - sử dụng sai độ nhớt hoặc bôi trơn quá mức các vòng bi kín đều là những lỗi bảo trì phổ biến làm tăng tốc độ mài mòn hơn là ngăn chặn nó. Đối với các bộ phận bằng nhôm chạy trên thép, phải xem xét khả năng tương thích về điện và ma sát; các điểm tiếp xúc trượt bằng nhôm trên thép thường được sử dụng chất bôi trơn màng khô dựa trên PTFE hoặc molybdenum disulfide (MoS₂) thay vì dầu thông thường.
Độ mỏi chu kỳ cao là dạng hư hỏng thầm lặng ở cả các bộ phận bằng hợp kim nhôm và thép hợp kim chịu tải lặp đi lặp lại. Các vết nứt bắt đầu ở mức tập trung ứng suất - lỗ, rãnh then, góc nhọn, vết xước bề mặt - và lan truyền theo từng chu kỳ tải cho đến khi xảy ra đứt gãy đột ngột. Các phương pháp kiểm tra không phá hủy (NDT) bao gồm kiểm tra thẩm thấu thuốc nhuộm (DPI) đối với nhôm và kiểm tra hạt từ tính (MPI) đối với thép có thể phát hiện các vết nứt bề mặt trước khi chúng đạt đến độ dài tới hạn. Đối với các bộ phận quan trọng về an toàn trong các ứng dụng hàng không vũ trụ, ô tô hoặc máy móc hạng nặng, NDT phải được đưa vào quy trình đại tu theo lịch trình trong khoảng thời gian được xác định bằng phân tích tuổi thọ mỏi của bộ phận đó.

Ống bọc mặt bích đơn bằng đồng hiệu suất cao này được thiết kế đặc biệt cho vòng bi công nghiệp l...
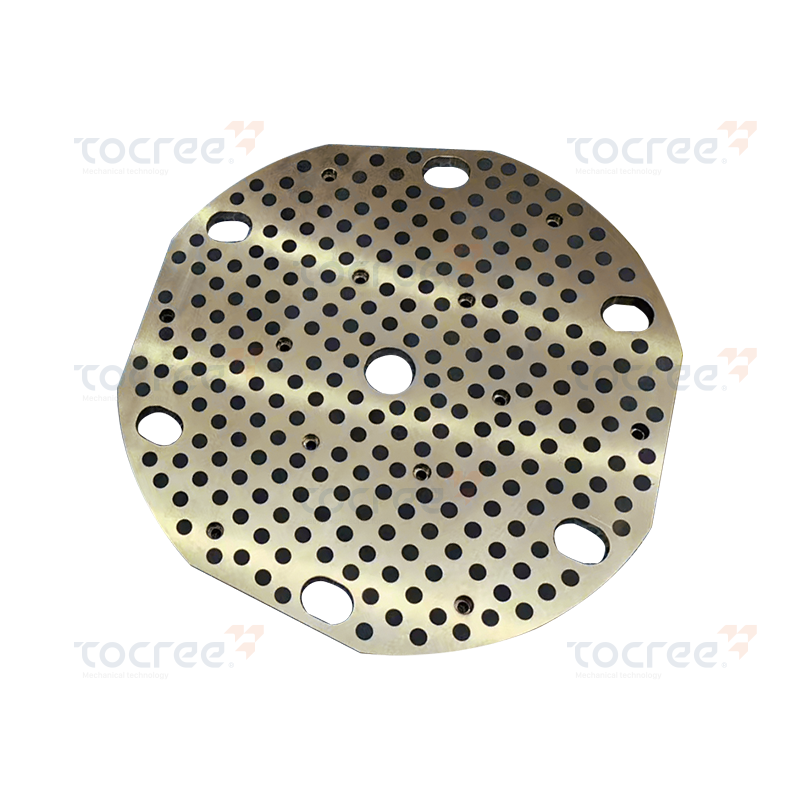
Miếng đệm than chì làm bằng đồng được làm bằng hợp kim đồng-kẽm chất lượng cao làm vật liệu cơ bả...

Ống bọc đồng tự bôi trơn hình cầu này được làm từ đồng thau có độ bền cao làm vật liệu cơ bản. Nó...
Độ bền kéo cao: Độ bền kéo của sản phẩm này đạt tới 750N/mm2, đảm bảo độ bền và độ ổn định cơ học...

Ống lót mặt bích bằng thép đồng kết hợp các lợi ích của thép hợp kim SCM435 và đồng thau có độ bề...

Bản quyền © 2025 Jiashan Tocree Machinery Co., Ltd. Mọi quyền được bảo lưu.
Phụ tùng máy móc hợp kim đồng tùy chỉnh
