Mọi thắc mắc và phản hồi của khách hàng, chúng tôi sẽ giải đáp một cách kiên nhẫn và tỉ mỉ.
Độ bền kéo cao: Độ bền kéo của sản phẩm này đạt tới 750N/mm2, đảm bảo độ bền và độ ổn định cơ học...
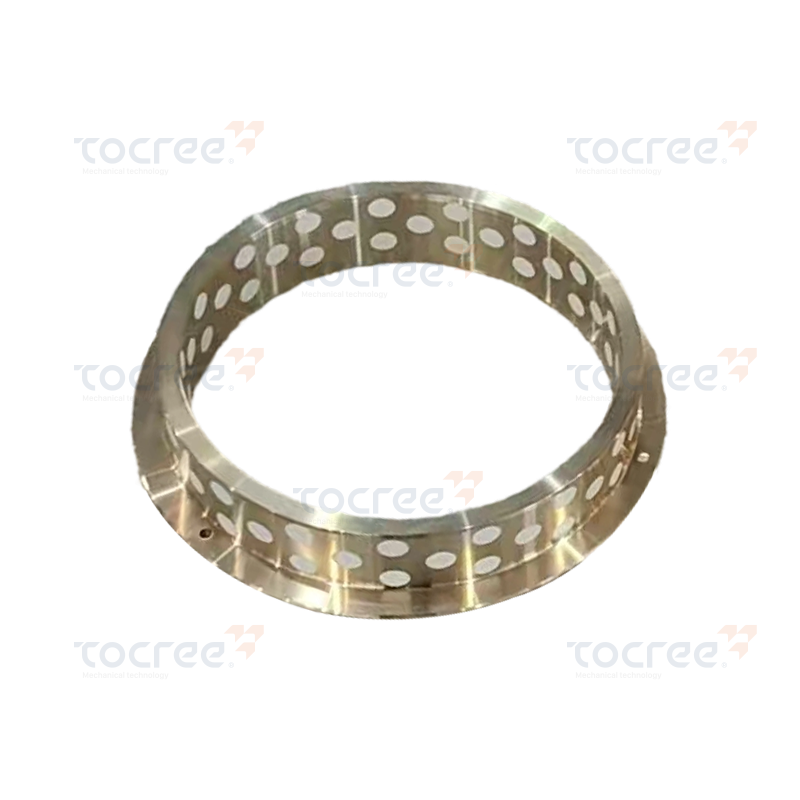
Ống lót bằng đồng nhôm - còn được gọi là ổ trục bọc đồng nhôm hoặc ổ trục trượt bằng đồng nhôm - là một bộ phận ổ trục trơn hình trụ được sản xuất từ hợp kim nhôm-đồng, thường chứa 8%–12% nhôm cùng với một lượng nhỏ sắt, niken hoặc mangan. Các vòng bi này được ép hoặc gia công thành vỏ để tạo ra bề mặt tiếp xúc chịu mài mòn, ma sát thấp giữa trục quay hoặc trục trượt và các cấu trúc đỡ của chúng.
Không giống như ổ trục lăn, ống lót bằng đồng nhôm dựa vào một màng mỏng chất bôi trơn — hoặc trong trường hợp các biến thể nhúng than chì, chất bôi trơn rắn — để giảm ma sát giữa các bề mặt tiếp xúc. Cấu trúc vi mô dày đặc, hạt mịn mang lại cho chúng độ bền cơ học vượt trội so với các lựa chọn thay thế bằng đồng thiếc hoặc đồng thau, khiến chúng trở thành lựa chọn ưu tiên trong các ứng dụng tải trọng cao, tốc độ vừa phải trong ngành công nghiệp nặng, kỹ thuật hàng hải và thiết bị xây dựng.
Vòng bi bằng đồng nhôm không phải là một vật liệu duy nhất — chúng bao gồm một nhóm hợp kim làm từ đồng được tiêu chuẩn hóa theo các chỉ định như CuAl10Fe3, CuAl10Ni5Fe4 và C95400/C95500 (ASTM). Mỗi loại được thiết kế để cân bằng độ cứng, khả năng chống ăn mòn và khả năng gia công trong các điều kiện dịch vụ cụ thể.
| Lớp hợp kim | Al % | Fe/Ni % | Độ bền kéo (MPa) | Độ cứng (HB) | Sử dụng điển hình |
| C95400 (CuAl10Fe3) | 10–11,5 | 3–5 Fe | 620 | 170–210 | Ống lót công nghiệp tổng hợp |
| C95500 (CuAl10Ni5Fe4) | 10–11,5 | 4–5 Fe, 4–5,5 Ni | 760 | 200–240 | Hàng hải, ngoài khơi, máy móc hạng nặng |
| CuAl8Fe3 (Al thấp hơn) | 7–9 | 2–4 Fe | 500 | 120–160 | Vòng bi trượt nhẹ hơn |
| Đồng Al nhúng than chì | 9–11 | Khác nhau | 550–700 | 160–200 | Ứng dụng tự bôi trơn |
Việc bổ sung niken ở các loại như C95500 cải thiện đáng kể khả năng chống ăn mòn trong nước biển và môi trường axit, trong khi sắt tinh chỉnh cấu trúc hạt và tăng khả năng chống mài mòn. Việc chọn đúng cấp độ ngay từ đầu sẽ ngăn ngừa hư hỏng vòng bi sớm và giảm chi phí bảo trì trong suốt thời gian sử dụng của máy.
Ống lót than chì bằng đồng nhôm là một biến thể chuyên dụng trong đó các phích cắm hình trụ hoặc hình kim cương bằng than chì có độ tinh khiết cao — đôi khi được kết hợp với molypden disulfide (MoS₂) — được ép vào các lỗ gia công chính xác phân bố trên bề mặt ổ trục. Khi trục quay hoặc chuyển động qua lại, nó cắt các lớp than chì siêu mỏng từ các chốt này, tạo ra một màng bôi trơn khô liên tục trên cả bề mặt lỗ khoan và trục.
Trong nhiều môi trường đòi hỏi khắt khe, việc bôi trơn bằng dầu hoặc mỡ thông thường là không thực tế hoặc không đủ. Vòng bi bằng đồng nhôm chứa đầy than chì là câu trả lời kỹ thuật cho một số hạn chế trong thế giới thực:
Kiểu dáng, kích thước và độ sâu của phích cắm than chì được thiết kế dựa trên giá trị PV (áp suất × vận tốc) của ổ trục. Xếp hạng PV cao hơn đòi hỏi độ phủ than chì lớn hơn - thường là 20%–30% bề mặt lỗ ổ trục. Đường kính phích cắm thường nằm trong khoảng từ 6 mm đến 12 mm và chúng được cắm vào với độ vừa khít nhẹ để giữ cố định vĩnh viễn trong quá trình sử dụng. Một số thiết kế cao cấp sử dụng cách sắp xếp xương cá hoặc chuỗi xoắn để đảm bảo phân phối màng bôi trơn hoàn toàn dọc theo toàn bộ chiều dài trục.
Hiểu rõ đặc tính của ổ trượt bằng đồng nhôm giúp các kỹ sư đưa ra dự đoán chính xác về tuổi thọ sử dụng và lựa chọn giới hạn an toàn phù hợp trong tính toán thiết kế.
| Tài sản | Giá trị điển hình (C95400–C95500) |
| Mật độ | 7,45–7,65 g/cm³ |
| Độ bền kéo | 620–760 MPa |
| Sức mạnh năng suất | 250–380 MPa |
| độ cứng | 170–240 HB |
| Tải tĩnh tối đa (MPa) | Lên đến 80 MPa (loại than chì: 60 MPa) |
| Nhiệt độ hoạt động tối đa | 250°C (loại than chì: lên tới 400°C) |
| Độ dẫn nhiệt | ~50 W/m·K |
| Hệ số ma sát (khô, than chì) | 0,08–0,20 |
| Chống ăn mòn | Tuyệt vời trong nước biển, axit, kiềm |
Độ dẫn nhiệt tương đối cao của đồng nhôm là một lợi thế đáng kể trong các ứng dụng ổ trục trượt: nhiệt sinh ra ở bề mặt ma sát được dẫn đi một cách hiệu quả qua thân ống lót và vào vỏ, ngăn chặn sự thoát nhiệt có thể gây ra vết xước hoặc kẹt trên trục thép.
Ống lót và vòng bi bằng đồng nhôm có thể được sản xuất bằng nhiều cách tùy thuộc vào yêu cầu về kích thước, số lượng và hiệu suất:
Phương pháp phổ biến nhất để sản xuất ống lót hình trụ. Đồng nhôm nóng chảy được đổ vào khuôn quay nhanh và lực ly tâm đẩy vật liệu đặc hơn ra bên ngoài, tạo ra một ống gần như hình lưới với thành ngoài dày đặc, không có độ xốp lý tưởng cho việc lắp đặt vỏ vừa khít. Sau đó, lỗ khoan bên trong được gia công hoàn thiện với dung sai chặt chẽ (thường là cặp lắp H7/h6 hoặc H8/f7).
Được sử dụng cho các ống lót lớn, có hình dạng phức tạp, ống lót có mặt bích hoặc các bộ phận tùy chỉnh có khối lượng thấp. Đúc cát cho phép tạo ra các phần có thành dày và mặt bích tích hợp, trong khi đúc mẫu chảy đạt được độ chính xác kích thước chặt chẽ hơn trên các biên dạng gần dạng lưới, giảm dung sai gia công. Độ xốp là mối quan tâm lớn hơn với các phương pháp này; kiểm tra sau đúc bằng siêu âm hoặc kiểm tra chất nhuộm thẩm thấu là phương pháp tiêu chuẩn cho các ứng dụng quan trọng.

Thanh hoặc ống bằng đồng nhôm đúc liên tục cung cấp các đặc tính cơ học có độ đồng đều cao trên toàn bộ mặt cắt ngang. Đây là nguyên liệu thô được ưu tiên để sản xuất ống lót được gia công bằng máy CNC với khối lượng từ trung bình đến cao, mang lại khả năng lặp lại kích thước tuyệt vời và tính nhất quán của vật liệu từ mẻ này sang mẻ khác.
Đối với các ứng dụng đòi hỏi độ bền cơ học cao nhất - chẳng hạn như thanh dẫn hướng thanh xi lanh thủy lực nặng hoặc chốt xoay vừa vặn với máy ép - đồng nhôm được rèn nóng đạt được độ bền kéo và khả năng chống va đập vượt trội nhờ gia công cấu trúc vi mô. Các phôi được rèn sau đó được gia công bằng máy CNC đến kích thước cuối cùng và được lấp đầy bằng than chì nếu cần.
Sự kết hợp giữa khả năng chịu tải cao, khả năng chống ăn mòn và tính linh hoạt bôi trơn làm cho ống lót và vòng bi bằng đồng nhôm trở thành giải pháp tiêu chuẩn trong nhiều lĩnh vực:
Việc chọn ổ trục chính xác liên quan đến việc đánh giá một số thông số phụ thuộc lẫn nhau. Việc vội vã thực hiện bước này sẽ dẫn đến vòng bi có kích thước nhỏ hơn, mài mòn nhanh hơn hoặc hỏng hóc nghiêm trọng. Sử dụng khung quyết định sau:
Giá trị PV (áp suất ổ trục P tính bằng MPa nhân với vận tốc trượt V tính bằng m/s) là thông số thiết kế chính cho bất kỳ ổ trục trượt nào. Ống lót bằng đồng nhôm được định mức cho giá trị PV tối đa thường nằm trong khoảng 0,5–2,0 MPa·m/s khi bôi trơn khô/graphite và lên đến 5–10 MPa·m/s khi bôi trơn bằng dầu liên tục. Vượt quá giới hạn PV sẽ tạo ra nhiệt ma sát dư thừa làm tăng tốc độ mài mòn theo cấp số nhân.
Nếu dầu hoặc mỡ có thể được cung cấp một cách đáng tin cậy và nhiệt độ vận hành duy trì dưới 150°C thì ổ trục bọc ngoài bằng đồng nhôm tiêu chuẩn có rãnh dầu hoặc núm vú mỡ là phù hợp. Nếu ổ trục có nhiệt độ trên 200°C, tiếp xúc với nước hoặc hóa chất, các vị trí không thể tiếp cận hoặc chuyển động dao động rất chậm, hãy chỉ định ống lót bằng đồng nhôm có nút than chì. Luôn xác nhận phạm vi phủ sóng của phích cắm than chì (%) với nhà cung cấp dựa trên giá trị PV tính toán của bạn.
Các ống lót bằng đồng nhôm thường được lắp ép vào vỏ với khớp nối cản trở (phổ biến là H7/p6), khiến cho lỗ khoan hơi đóng lại. Luôn chỉ định đường kính lỗ khoan đã hoàn thiện sau khi nhấn - không phải lỗ khoan ở trạng thái tự do. Bề mặt hoàn thiện của trục phải là Ra 0,4–0,8 µm đối với ổ trục được bôi trơn bằng dầu và Ra 0,8–1,6 µm đối với các biến thể được bôi trơn bằng than chì. Vật liệu trục cứng hơn (tối thiểu 45 HRC cho các ứng dụng chịu tải nặng) giảm đáng kể tốc độ mài mòn.
Đối với các ứng dụng công nghiệp nói chung trong môi trường sạch hoặc ăn mòn nhẹ, C95400 (CuAl10Fe3) có hiệu quả về mặt chi phí và được sử dụng rộng rãi. Đối với môi trường biển, ngoài khơi hoặc có tính xâm thực về mặt hóa học, hãy chỉ định C95500 (CuAl10Ni5Fe4) để có khả năng chống ăn mòn vượt trội. Đối với các ứng dụng liên quan đến tải cao đồng thời và nhiệt độ tăng cao, hãy xem xét C95500 được xử lý nhiệt hoặc rèn bằng phích cắm than chì để có hiệu suất kết hợp tối ưu.
Ngay cả ống lót bằng than chì bằng đồng nhôm tự bôi trơn cũng được hưởng lợi từ việc kiểm tra định kỳ. Việc giám sát độ mòn cho phép xác định sớm các vấn đề sai lệch, quá tải hoặc nhiễm bẩn trước khi chúng leo thang dẫn đến hư hỏng trục — việc sửa chữa luôn tốn kém hơn so với việc thay thế ống lót bị mòn.
Trong điều kiện vận hành chính xác - tải PV thích hợp, bôi trơn đầy đủ, lắp vừa vặn và vật liệu trục tương thích - vòng bi trượt bằng đồng nhôm thường có tuổi thọ sử dụng từ 10.000 đến 50.000 giờ hoạt động. Các biến thể nhúng than chì trong các ứng dụng trục quay tốc độ thấp được thiết kế tốt có thể hoạt động không cần bảo trì trong 20 năm, điều này giải thích việc chúng được áp dụng rộng rãi trong cơ sở hạ tầng và máy móc hạng nặng, nơi tổng chi phí sở hữu trong nhiều thập kỷ là thước đo kỹ thuật chính.
Độ bền kéo cao: Độ bền kéo của sản phẩm này đạt tới 750N/mm2, đảm bảo độ bền và độ ổn định cơ học...

Đai ốc đồng có hình dạng đặc biệt này được sản xuất chính xác từ đồng nhôm chất lượng cao làm vật...

Sản phẩm này là đai ốc đồng chất lượng cao, được làm từ đồng thiếc làm vật liệu cơ bản thông qua ...

Tấm đẩy hình cầu làm bằng đồng là thành phần hợp kim đồng hiệu suất cao, được làm từ đồng thiếc l...

Vòng bi cầu tự bôi trơn lưỡng kim này được thiết kế để có hiệu suất và độ bền cao, có sự kết hợp ...

Ống bọc mặt bích đơn bằng đồng hiệu suất cao này được thiết kế đặc biệt cho vòng bi công nghiệp l...
Bản quyền © 2025 Jiashan Tocree Machinery Co., Ltd. Mọi quyền được bảo lưu.
Phụ tùng máy móc hợp kim đồng tùy chỉnh
